电话:15699996727

食药、日化非标定制生产线设备

EPC工程总包商
化工食化医药行业甲级工程设计资质
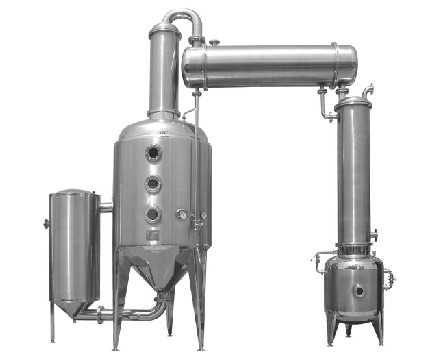
| 规格型号 | JN-500 | JN-1000 | JN-1500 | JN-2000 |
| 蒸发能力(kg/h) | 500 | 1000 | 1500 | 2000 |
| 蒸汽压力(MPa) | 0.1 | |||
| 真空度(MPa) | 0.09 | |||
| 回收量(kg/h) | 200 | 350 | 500 | 700 |
| 回收酒精深度(%) | 80-85% | |||
| 加热面积(㎡) | 8 | 16 | 22 | 25 |
| 冷凝面积(㎡) | 20 | 38 | 52 | 60 |
| 冷却面积(㎡) | 4 | 6 | 8 | 10 |
| 耗汽(kg/h) | 250 | 500 | 750 | 1000 |
| 设备重量(kg) | 1200 | 1500 | 2000 | 2500 |