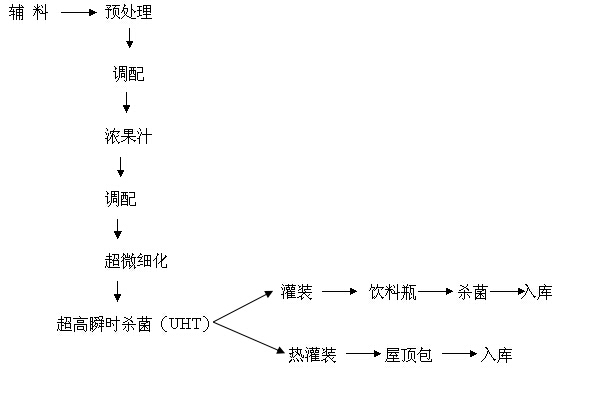
2.2.2野生蓝莓浓缩果汁PET热罐装生产工艺流程
2.3.1选果漂洗
选择新鲜、成熟度好的原料,用清水漂洗2遍。
感官指标:
一等果:青红粒≤5%,腐烂果≤5%,夹杂物≤3%;
二等果:青红粒≤6%,腐烂果≤8%,夹杂物≤5%。
理化指标:含糖量≥0.04g/mL,总酸≥25g/kg,挥发酸≤3×10-4g/mL。
清洗:榨汁前首先要充分清洗干净,并除去腐烂发霉部分,因原料往往带皮压榨,如果清洗不干净会将灰尘污物带入汁液而影响品质。采用喷水冲洗,喷嘴流量以20L/min—23L/min为宜,喷嘴于果实距离为17cm—18cm。
2.3.2破碎
榨汁前需进行破碎,组成破碎—压榨工序,以提高原料的出汁率。
2.3.3榨汁
利用外部的机械压力,将果汁挤出。根据生物工程技术酶解榨汁工艺要求,进行榨汁及分离系统的设备配套设计和设备选型;并建冷库一座,将野生蓝莓浆果的榨汁周期从与采摘期同步的30天(采摘期为每年7、8月),延长1倍,至45—60个工作日,显著提高这条浓缩汁生产线的设备利用率和经济效益。
2.3.4粗滤
除去分散在果汁中的粗大颗粒或悬浮颗粒。粗滤设备的滤孔大小约为0.5mm左右。
2.3.5酶解
果汁中含有的果胶物质,会使果汁浑浊不清,此外还有保护其他物质的作用,阻碍果汁的澄清。利用果胶酶水解果汁中的果胶物质,使果汁中其他物质失去果胶的保护作用而共同沉淀,达到澄清的目的。酶制剂一般加量为果汁质量的0.2%—0.4%,温度控制在50℃,3h—4h。
2.3.6护色、灭酶、灭菌
在蓝莓野果中,含有丰富的抗氧化成分VC、VE和β-胡萝卜素,此外,还含有多种水溶性天然花色素苷类物质,对许多眼科疾病具有非常好的疗效,因而需要采用护色和灭酶技术是活性物质在加工的过程中最大限度地得以保留。灭菌一是杀灭微生物防止败坏,二是钝化酶的活性防止各种不良变化的发生。采用超高温瞬时灭菌法。
2.3.7浓缩
在减压条件下迅速蒸发果汁中的水分,这样既可以缩短浓缩时间,又能较好地保持果汁的色香味。浓缩后一部分作为浓缩汁储存、出售,一部分作营养饮品。
2.3.8配料、过滤
取浓缩汁,按比例调配后加入其他经处理后的辅料,经过滤机过滤。
2.3.9均质
使果汁中所含的悬浮颗粒进一步破碎,使微粒大小均一,促进果胶的渗出,使果胶和果汁亲和,均匀而稳定的分散于果汁中,保持果汁的均匀度,获得不易分离和沉淀的果汁。
2.3.10无菌罐装
2.3.11字符喷码
要求生产日期和批次号喷码定位准确,字体清晰。
2.3.12包装贮藏
野生蓝莓浓缩汁生产线,由清洗、软化、榨汁、酶解、分离、澄清、浓缩、芳香物质回收、UHT杀菌、大袋灌装、CIP清洗设备等组成整条生产线系统。
野生蓝莓果汁饮料PET热罐装瓶生产线,由水处理系统、华堂系统、定量和调配系统、后处理、UHT杀菌、PET热灌装及后续设备、CIP清洗等、空气净化、PET吹瓶等组成生产线系统。
这两条生产线充分考虑和核算了生产线整体同各单机间的物料平衡协同关系,并考虑和计算了各单机的正常加工、进料出料、输送、故障停机及排除所需要时间和各单机间的合理缓冲。因此,在生产运行时,该生产线能够运行持续稳定,达到设计生产能力,并生产出质量合格的产品。